






Ringa Maŝino por Nutraj Peletoj HUAMU HKJ 250
Produktaj Trajtoj
1. Elektu altkvalitajn elfornrafinitajn kaj sengasigitajn biletojn.
2. La muldilo adoptas importitan pafilborilon kaj plurstacian grupborilon, la muldila truo estas formita samtempe, la finpoluro estas alta, la aspekto de la produktita furaĝo estas bela, la eligo estas alta, la materialo estas eligita glate, kaj la partikloj estas bone formitaj.
3. La muldilo adoptas la kombinitan traktadprocezon de usona vakua forno kaj kontinua malvarmiga forno, kiu havas unuforman malvarmigon, bonan surfacan finpoluron kaj altan malmolecon, certigante duoblan servodaŭron.
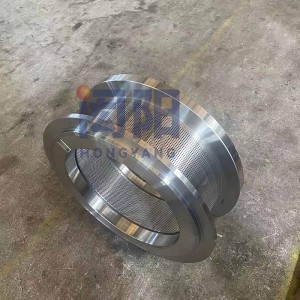
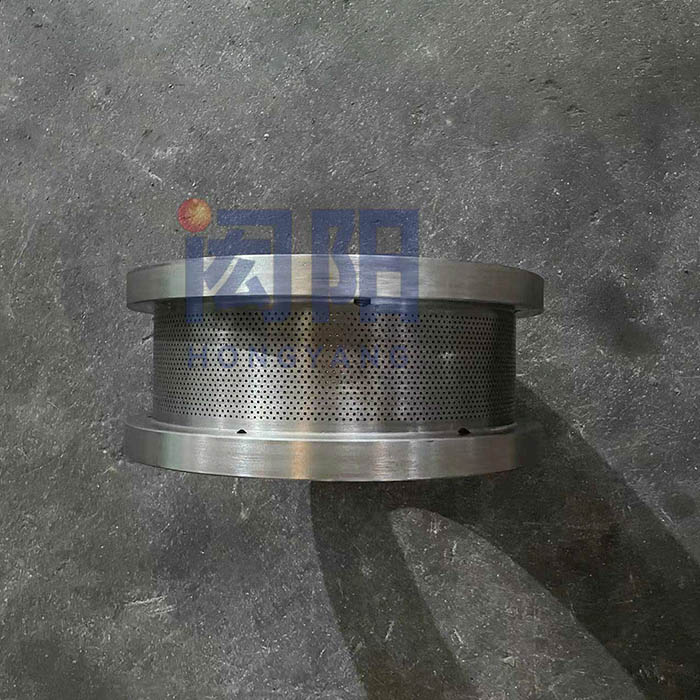
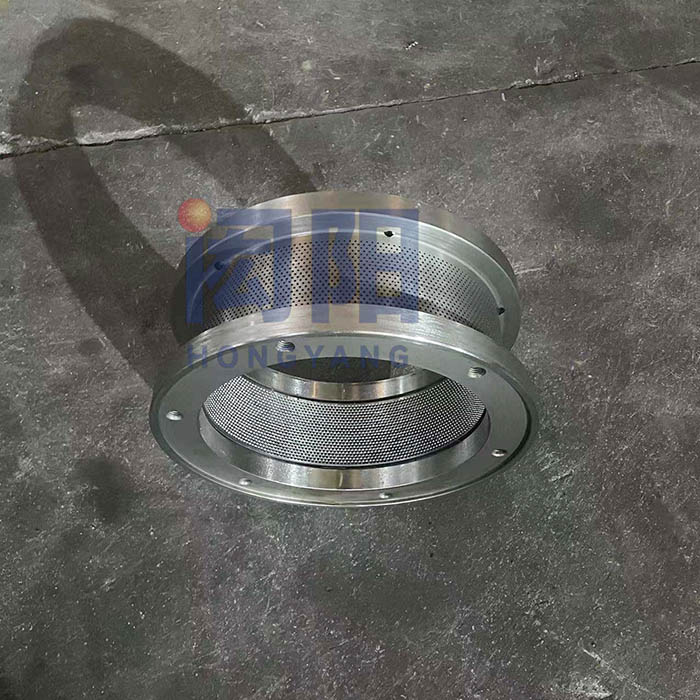
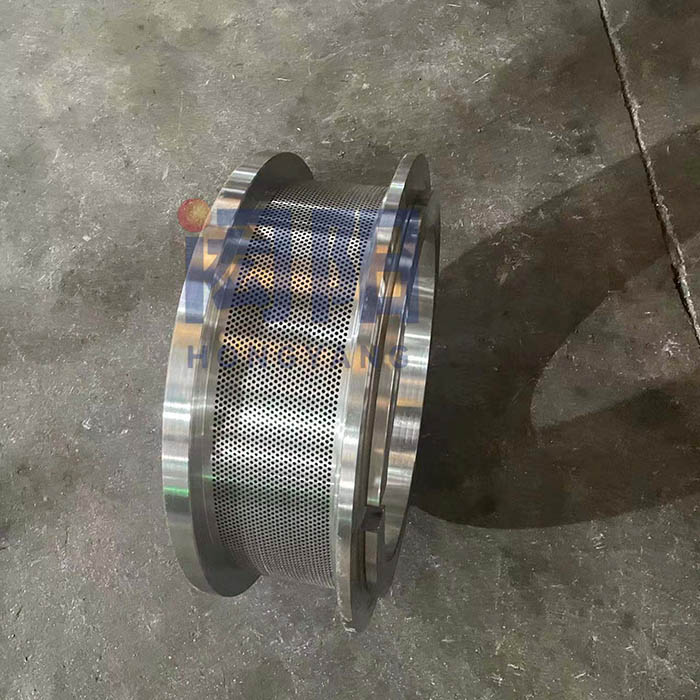
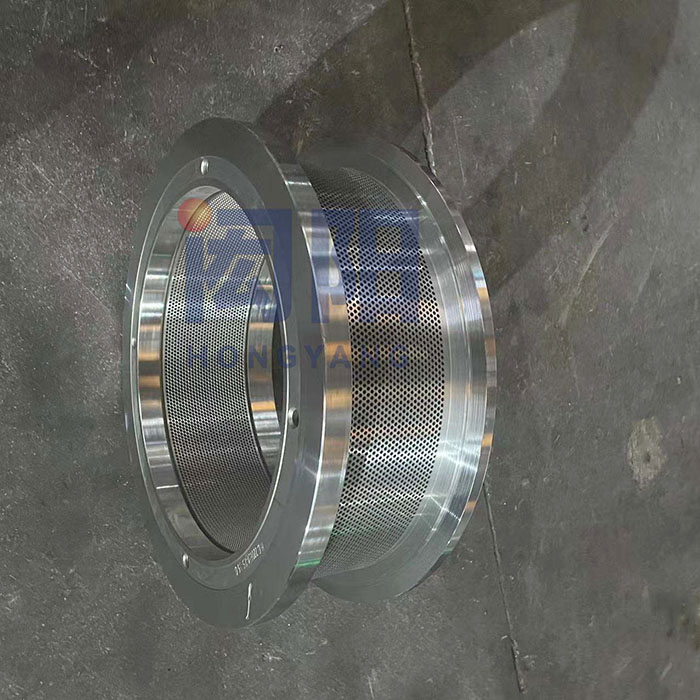
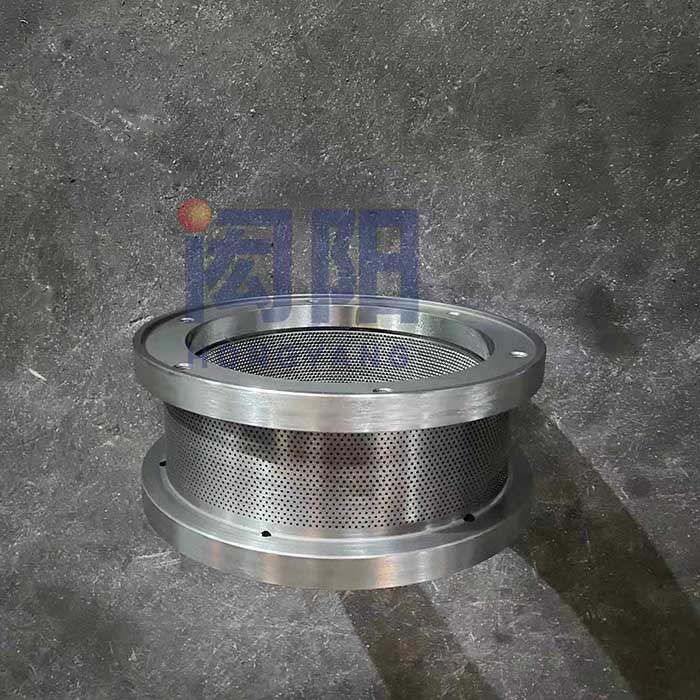
Produkta Montrado
Ekde 2006, nia kompanio sin dediĉas al la produktado de profesiaj kemiaj fabrikoj por ringoformoj. La produktitaj formoj taŭgas por kokido, anaso, fiŝo, salikoko, ligneroj, kompozitaj materialoj, ktp., kaj nun estas en matura teknologia stadio. Nia kompanio uzas CNC-kvin-aksan pneŭmuldilan pafilborilon, kvar-kapan pafilborilon, CNC-ringomuldilan bevelmaŝinon.
La bazaj modeloj de ringoŝtabliloj fabrikitaj de la kompanio estas: 200-600; ĉiaj specoj de ŝtabliloj de Zhengchang, Muyang, Shende kaj CPM estas mendeblaj.

Solvante Blokojn
Se la ringoŝranko estas blokita dum la produktado de granuloj, ĝi devas esti forigita el la maŝino kaj purigita.
1. La plej ofta maniero estas uzi elektran borilon por ŝtopi la furaĝon en la truo de la stampo.
2. Se la diametro de la blokita ringoforma ŝablono estas malpli ol 2,5 mm, la ringoforma ŝablono povas esti metita en akvon kaj varmigita. La materialo ene de la muldila truo malrapide disetendiĝos kaj eliros el la muldila truo dum la pli longa bolado, tiel ke la materialo ene de la truo malfiksiĝos. Post 1 aŭ 2 tagoj da kuirado, skrapu la elstarantan materialon, poste metu la ringoforman ŝablonon sur la granulilon por muelado, kaj premu la restantan materialon en la truo.
3. Ŝtopado de malgranda aperturo per ringoŝtampilo ankaŭ povas esti uzata por kuiri la ŝtampilon per varma oleo, tiel ke la materialo en la ŝtampiltruo ĉe alttemperatura koakso fariĝu pli malgranda kaj poste trairu. Specifa praktiko: faru metalan ujon pli grandan ol la ringoŝtampilo, metu la ringoŝtampilon en ĝin, aldonu oleon n-ro 15 kaj trempu ĝin super la ŝtampilsurfaco; varmigu la oleon dum ĉirkaŭ 6-8 horoj, ĝis la oleo malofte bobelas.







-
EVENTOJ
-
Produkta Kategorio
-
Kontaktu nin
-
 Telefono: +86 18851202909
Telefono: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang Urbo, Jiangsu Provinco, Ĉinio
NO.201 Zhengchang Road, Kunlun Street, Liyang Urbo, Jiangsu Provinco, Ĉinio -
 Retpoŝto: hy.ringdie@outlook.com
Retpoŝto: hy.ringdie@outlook.com
-
-
Sociaj amaskomunikiloj






Varmaj Produktoj - Mapo de la retejo - AMP Poŝtelefono
Pellet Ring Die, Ringa Die de Pellet-Maŝino, ringo-ĵetkubo, Ringa Die de Pellet Mill, Peleta Ĵetkubo, Nutra Pellet Ring Die,